

Technische oplossing voor het oplossen van onevenwichtige extrusiesnelheid van extrusielijn met kunststof profiel met vier holtes
Technische oplossing voor het oplossen van onevenwichtige extrusiesnelheid van extrusielijn met kunststof profiel met vier holtes
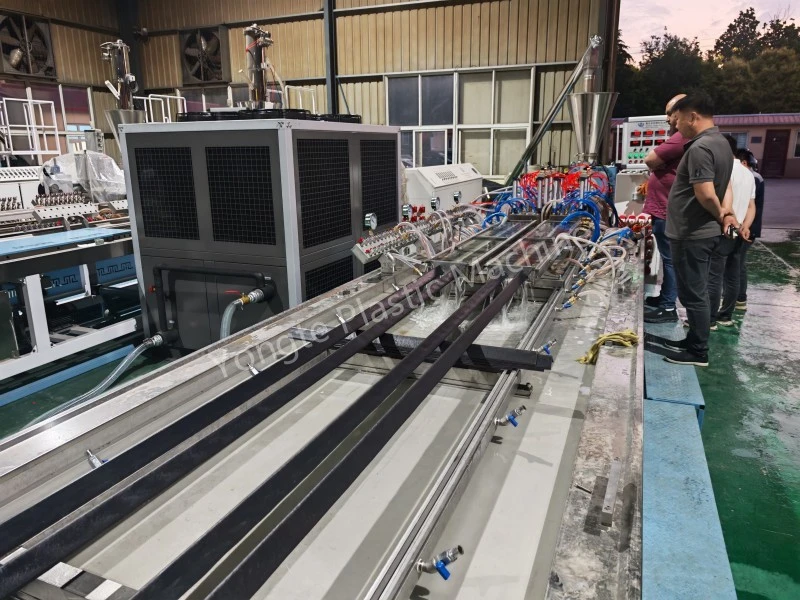
Bij het extrusieproces van kunststofprofielen met vier holtes is een onevenwichtige extrusiesnelheid tussen de vier holtes een veel voorkomend technisch probleem. Dit probleem zal direct leiden tot een inconsistente maatnauwkeurigheid van het product, ongelijkmatige wanddikte, defecte profielen en een verminderde productieopbrengst, waardoor de stabiliteit en efficiëntie van massaproductie ernstig worden beperkt. Op basis van de daadwerkelijke productiematerialen en productspecificaties van klanten heeft het Yongte-engineeringteam een gericht professioneel geoptimaliseerd matrijs- en ondersteunend systeemontwerpschema ontwikkeld om het probleem van de inconsistente bedrijfssnelheid van profielen met vier holtes grondig op te lossen, waardoor een uiterst nauwkeurige, stabiele en synchrone productie van extrusielijnen met vier holtes wordt gerealiseerd.
1. Achtergrond van technische problemen
Traditionele geïntegreerde extrusiematrijzen met vier holtes maken gebruik van een integrale structuur voor verwarming en stroomregeling. Beïnvloed door factoren zoals een ongelijkmatige verdeling van de smeltstroom, temperatuurafwijking van de lokale gebieden van de matrijs en montagefouten bij de verwerking, is de extrusiesnelheid van de vier holten gevoelig voor inconsistentie tijdens continue productie. De snelheidsafwijking tussen de holtes zal leiden tot verschillen in de profielvormingssnelheid en koelkrimp, resulterend in batchkwaliteitsdefecten zoals kromtrekken, vervorming, buitentolerantiegrootte en ongelijkmatige oppervlaktevlakheid van eindproducten, die niet kunnen voldoen aan de hoge standaardproductievereisten van kunststofprofielen.
2. Professioneel geoptimaliseerd ontwerpschema
Gecombineerd met de grondstofkenmerken van de klant, de productstructuurparameters en de productieomstandigheden ter plaatse, hebben de ingenieurs van Yongte een gericht, op maat gemaakt ontwerp uitgevoerd voor de matrijsstructuur, debietregeling, het tractiesnijding en het hulptransportsysteem, met gedetailleerde technische oplossingen als volgt:
2.1 Dubbele matrijslichaamsstructuur met onafhankelijke temperatuurregeling
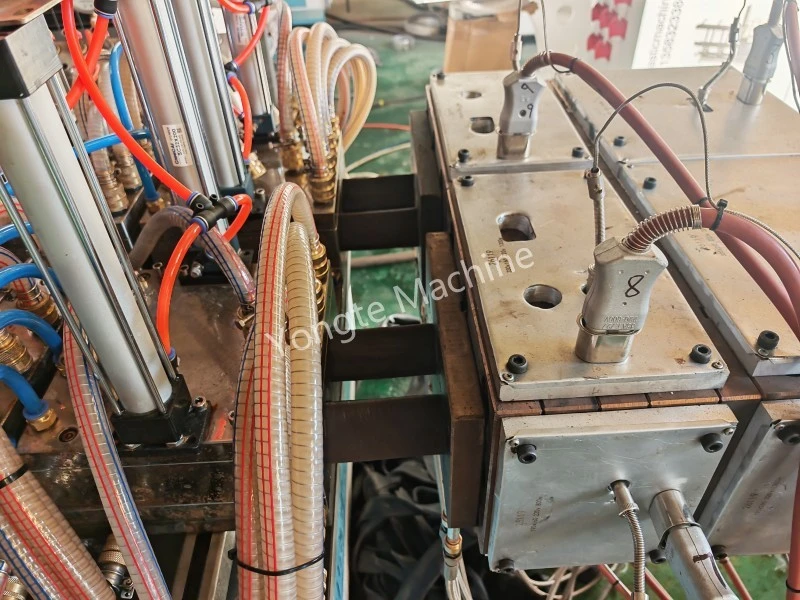
Het originele integrale matrijslichaam met vier holtes is geoptimaliseerd voor eendubbele onafhankelijke matrijslichaamsstructuur, waarbij elk matrijslichaam is uitgerust met twee extrusieholtes. De twee sets matrijslichamen zijn volledig onafhankelijk wat betreft structureel ontwerp en temperatuurregelsysteem. Elk matrijslichaam is geconfigureerd met een onafhankelijke verwarmingsmodule en temperatuurregeleenheid, die een afzonderlijke nauwkeurige temperatuuraanpassing en constante temperatuurregeling kan realiseren. Dit ontwerp lost effectief het probleem op van inconsistente smeltvloeibaarheid veroorzaakt door integrale matrijstemperatuurafwijking, stabiliseert de plastische smelttoestand van elke holte vanaf de bron, en elimineert de fundamentele oorzaak van snelheidsverschil tussen verschillende matrijslichamen.

2.2 Onafhankelijk debietaanpassingsmechanisme voor een enkel matrijslichaam
Elk onafhankelijk matrijslichaam is uitgerust met een speciaal debietinstelmoerapparaat. Voor de snelheidsafwijking van de twee holtes in hetzelfde enkele matrijslichaam, veroorzaakt door kleine stroomverschillen en montagefouten, kan online fijnafstelling worden gerealiseerd via de stroomafstelmoer. Door de smelttoevoerstroom van een enkele holte nauwkeurig aan te passen, kan de extrusiesnelheid van de twee holtes in hetzelfde matrijslichaam volledig synchroon worden gehouden, waardoor een kalibratie op microniveau van de holtesnelheid wordt gerealiseerd en de uniformiteit van de extrusie-uitvoer en de vormingssnelheid van elke holte in dezelfde groep wordt gegarandeerd.
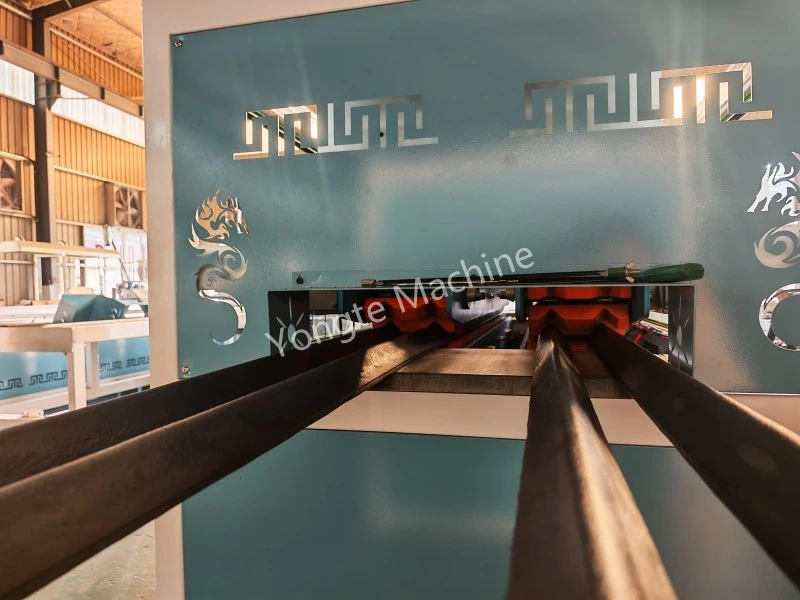
2.3 Dubbel onafhankelijk tractiesnelheidscontrolesysteem
Er zijn twee sets onafhankelijke tractiesystemen geconfigureerd om te passen bij het dubbele matrijslichaam en de dubbele groep holte-indeling. Anders dan bij de traditionele enkele tractiemodus waarbij vier holtes tegelijkertijd worden aangedreven, werken de twee sets tractieapparatuur onafhankelijk van elkaar met afzonderlijke snelheidscontroleprogramma's. Het systeem kan de tractiesnelheid van de twee groepen profielen met twee holtes onafhankelijk aanpassen aan de werkelijke extrusiesnelheid van de twee matrijslichamen, waardoor een dynamische afstemming van de extrusiesnelheid en de tractiesnelheid wordt gerealiseerd, waarbij het uitrekken van het profiel, krimp en maatafwijkingen veroorzaakt door asynchrone tractie worden vermeden, en de algehele snelheidsconsistentie van de vier holtes verder wordt gewaarborgd.
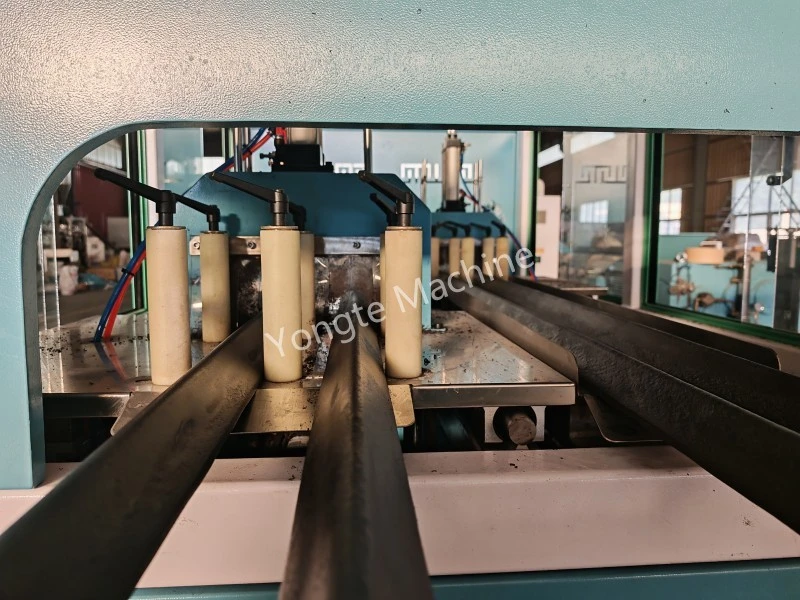
2.4 Onafhankelijk maaisysteem met vaste lengte
Overeenkomstig de extrusie- en tractiestructuur met twee groepen, zijn twee sets onafhankelijke snijsystemen uitgerust voor afzonderlijke snijbewerkingen met een vaste lengte. Elk snijsysteem volgt en past onafhankelijk de loopsnelheid en invoerslag van de overeenkomstige groep profielen aan. De onafhankelijke snijcontrolemodus elimineert de snijfouten en lengte-inconsistentie die worden veroorzaakt door het uniform snijden van profielen met kleine snelheidsverschillen, zorgt voor de snijnauwkeurigheid op vaste lengte van elk holteprofiel en verbetert het productkwalificatiepercentage.
2.5 Bijpassend automatisch transport- en stapelsysteem
Er zijn twee sets onafhankelijke transport- en stapelrekken geconfigureerd, die precies zijn afgestemd op de dubbele snijsystemen. Na voltooiing van het snijden op vaste lengte door de snijapparatuur, voltooit de transport- en stapelapparatuur automatisch het materiaalontvangst-, transport- en stapelwerk van de overeenkomstige groep profielen. De synchrone en onafhankelijke werking van het transportsysteem vermijdt materiaalophoping, extrusie en transportverwarring veroorzaakt door asynchrone snelheid van verschillende holteprofielen, zorgt voor een soepele en continue werking van de hele productielijn en realiseert geautomatiseerde en ordelijke productie.

3. Technische voordelen en productie-effecten
Door het bovenstaande systematische, op maat gemaakte ontwerp is het probleem van de inconsistente extrusiesnelheid met vier holtes bij de productie van kunststofprofielen volledig opgelost. De onafhankelijke temperatuurregeling met twee matrijzen + fijnafstelling van de stroom uit één groep + het dubbele onafhankelijke tractie- en snijsysteem vormen een volledig gekoppeld snelheidskalibratie- en synchroon controlesysteem. Het schema heeft de volgende belangrijke voordelen: ten eerste realiseert het broncontrole van de smeltstroom en temperatuur, en elimineert het aanvankelijke snelheidsverschil bij de extrusie; ten tweede realiseert het een dynamische fijnafstelling van de snelheid in het productieproces om een synchrone werking van vier caviteiten op de lange termijn te garanderen; ten derde verbetert het bijpassende geautomatiseerde hulpsysteem de productiestabiliteit en consistentie van eindproducten.
Na productieverificatie ter plaatse vermindert dit geoptimaliseerde ontwerp effectief de maattolerantie en het aantal vormdefecten van profielen met vier holtes, verbetert het de algehele productiestabiliteit en productie-efficiëntie van de extrusielijn en is het geschikt voor gestandaardiseerde productie op lange termijn en grote volumes van verschillende kunststofprofielen.

Gerelateerd nieuws
- Productielijn voor kunststofprofielen met 4 holtes Levering aan Jordanië na succesvolle inbedrijfstelling
- Professionele oplossingen voor vergeling, strepen en broosheid van deuroppervlakken van hout-kunststofcomposiet
- Machine met 4 holtes gerecycleerde kunststof profielextrusie Bereik een hoge snelheid van 8 meter / minuut
- Oplossing voor productieproblemen met WPC-extruders
- Welk materiaal kan worden gebruikt in de Yongte WPC-machine?
- Productielijn voor recycling van afvaltextiel met succes getest
Laat een bericht achter











